
18115559859
热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 精准高效,去毛刺抛光机引领工业加工新··· 2025-06-16
- 流体抛光设备——实现表面完美光洁的技··· 2025-06-16
- 探索镜面抛光机的奇迹:让表面光滑如镜··· 2025-06-16
- 喷砂机的魅力:表面处理工艺的完美选择 2025-06-16
- 镜面喷砂机:可用于半导体零部件精密表··· 2025-06-04
- 关于冒用斯曼克品牌严正声明 2025-05-21
- 磨粒流去毛刺设备 2025-04-30
- 磨粒流抛光机-让抛光效率翻倍 2025-04-30
- 镜面喷射技术-工件表面抛光一站式解决··· 2025-04-30
- 镜面喷射抛光——不锈钢金属模具一抛及··· 2025-04-30
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:江苏省苏州市昆山市张浦镇滨江北路422号
通过焊接工艺制造近净形状部件的概念,自出现到现在已有近百年历史,电弧增材制造技术发展历程如图2所示。WAAM技术沉积速率高、设备成本低、材料利用率高,由此产生的环境友好型来制造大型金属结构件而逐渐受到工业制造部门的关注。特别是过去十年,该项技术的发展取得了持续性进展,引起了世界各地研究机构的广泛关注。
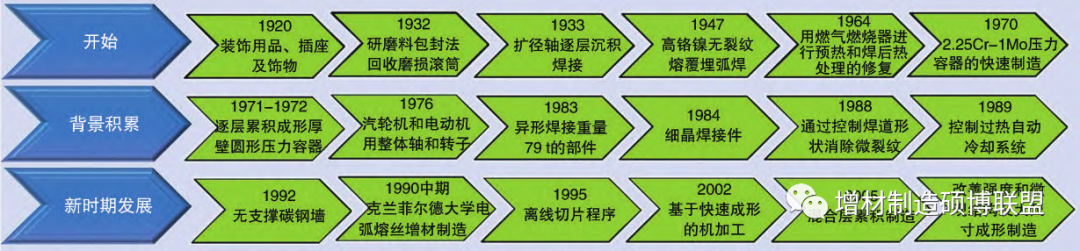
WAAM技术发展历程
1.1 WAAM技术分类
WAAM技术是以丝材为原料,通过电弧将丝材逐层熔化堆积形成致密金属零部件的过程。增材制造ASTM F3187-16标准将WAAM技术归类于DED技术的一种。早在1920年Baker就申请了一项关于利用可熔化电极并操纵螺旋路径成形金属结构的专利,随后Shockey等人提交的另一项专利描述了用于厚壁构件的焊接工艺,进行了多道结构的成形研究。后来,Ujiie采用逐层沉积金属方式制造圆形横截面的压力容器,并针对成形件内外层的加工工艺进行了探讨。1983年,Kussmaul等人通过埋弧焊串联焊接制造大型结构件,其沉积速率可达20kg/h。自此以后,随着计算机和热源技术的不断发展及增材制造技术的持续推进,WAAM技术得到了诸多学者更加深入的研究和开发。Dickens等人利用在线点对点编程的机器人熔化极气体保护焊工艺,通过逐层沉积方式制造了无支撑的碳钢薄壁结构。Ribeiro利用开发的离线监测系统允许对计算机辅助设计模型进行切片,实现了按规定格式逐层沉积预期结构。如图3所示,包括美国、英国、法国、荷兰、日本、韩国、印度、澳大利亚、中国等国家的多个科研单位围绕WAAM技术在设备可操作性、材料处理、路径规划等方面开展了大量的系列化研究,使得WAAM技术得到快速发展。
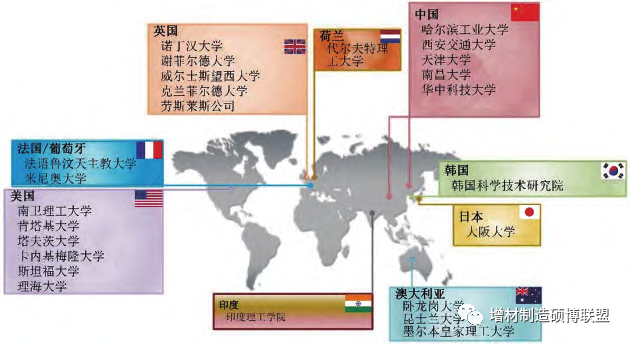
WAAM技术世界研究团队分布
根据WAAM工艺热源特性的不同,分为熔化极气体保护焊(Gas Metal Arc Welding,GMAW),钨极气体保护焊(Gas Tungsten Arc Welding,GTAW)和等离子气体保护焊(PlasmaArcWelding,PAW)三种。不同的WAAM技术有其自身独特的特点,表2对三种WAAM技术进行了对比总结。GMAW技术以丝材作为熔化极,成形过程不存在方向性问题,效率高,易于实现自动化控制和复杂零部件的制造,其效率是GTAW和PAW方法的2~3倍;但GMAW在成形过程中电弧会直接作用于焊丝而产生更多的烟尘和飞溅。PAW拥有最大的能量密度,可以实现高熔点难熔金属的大速度成形并减少变形。

WAAM制造系统一般由电弧热源、自动送丝系统、计算机控制的机器人/数控平台和其他附属机构四部分组成。利用WAAM系统实现构件制造和其他增材制造方式基本相同,包括三个步骤:路径规划、沉积和后处理。对于给定的CAD模型,通过三维切片和编程软件为沉积过程生成预定的机器人/机床运动和焊接参数,以实现构件高几何精度的无缺陷制造。基于包含具体材料信息的沉积模型,采用三维切片和编程软件,实现自动路径规划和工艺优化以避免潜在的工艺缺陷。运动机构为焊枪提供精确的运动,以逐层方式成形预期构件,如何通过各种传感器来测量焊接信号、沉积焊道几何形状、熔滴过渡和层间温度,实现成形过程的在线监测和性能调控,是当前和未来的研究热点。
1.2 冷金属过渡(CMT)技术
传统GMAW在短路过渡过程中焊丝一直往前进送,熔化成熔滴,熔滴与熔池接触瞬间发生短路,短路桥抱断,然后重新引弧,在短路的同时会伴有较大电流和飞溅。为了避免成形过程中大的热输入,奥地利Fronius公司在研究钢和铝异种材料连接的基础上,于1997年开发了无飞溅引弧技术,又经过数年的努力,发明了冷金属过渡技术(Coldmetaltransfer,CMT),开发了全新的GMAW焊接熔滴过渡形式,随后该公司进行CMT焊接系统的开发,最后成功将该技术应用于生产。
CMT是GMAW的一种创新与变型,与传统GMAW相比,能以显著的低热量输入生产出质量好、无飞溅的焊接结构,因而受到工业界的广泛关注和认可。CMT工艺原理如图4所示。CMT工艺首次将熔滴过渡过程同送丝运动相结合,区别于传统的GMAW被动熔滴过渡方式,当焊机的处理器检测到一个熔滴短路信号就会反馈给送丝机构,在熔滴短路的同时,增加了焊丝回抽动作,在焊枪处增加了能够回抽焊丝的拉丝机构,通过焊丝回抽以帮助熔滴过渡,所以熔滴在短路过渡阶段电压和电流几乎为零,此时没有新的热量输入到熔池中,熔滴过渡在一冷一热不断交替中完成,变换频率达到70Hz。
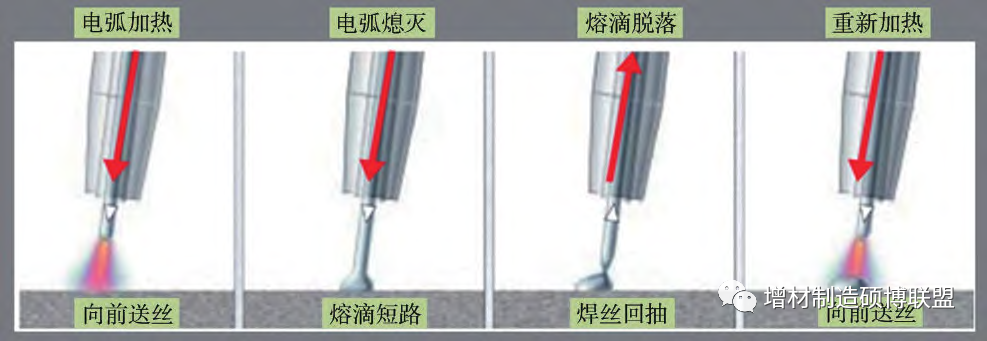
CMT液滴过渡过程原理
冷金属过渡操作的创新性在于短路时对熔丝的机械回抽和电流控制,避免了不必要的功率和温升,而且精确地控制了金属填充物的过渡量,从而大大提高了金属冶金性能。由于出现翘曲和烧穿的可能性较低,Pickin等人已将CMT技术成功地用于铝板的焊接和铝合金和镍基高温合金的熔覆。Elrefaey指出,与传统的GMAW和GTAW相比,CMT焊接的7系铝合金具有更好的机械特性。Gungor发现使用CMT焊接5系和6系铝合金的屈服强度值高于其他任何焊接方法。克兰菲尔德大学的Stewart教授团队已将CMT工艺用于Ti-6Al-4V、铜合金和铝合金的增材制造。
1.3 WAAM技术的优势与局限性
WAAM技术的最大优势就是无需复杂的气氛保护,以电弧为热源将金属丝材加热熔化,连续堆积成形,沉积层厚度可达数毫米,具有成形效率高、制造成本低等优点。对于中大型金属结构件,与传统减材加工相比,电弧增材制造系统可将加工时间减少40%~60%,后处理时间减少15%~20%。例如,最近WAAM技术取得突破性进展,使得增材制造飞机起落架成为可能,与传统减材加工相比,可节省78%的原材料。不同增材制造方式成形件的几何形貌、相对成本、成形效率和精度方面的特点对比如图5所示。由图可知,WAAM技术的表面波纹度可以控制在0.4mm,沉积效率为1~4kg/h,制造成本相对也是最低的;但在精度方面,低于粉末床和喷粉金属,需要后续精加工。此外,电弧增材制造样件的减材过程同电子束和激光直接成形的样件所需方式一样。
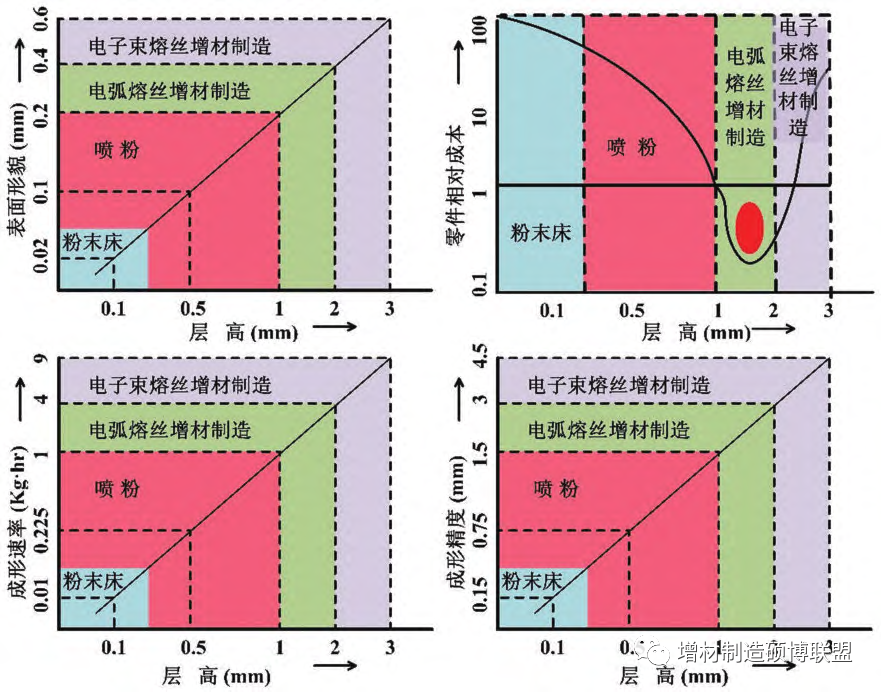
WAAM技术与其他工艺对比
WAAM技术的能量利用率最高可达到90%,电子束作为热源的能量利用率在20%以内,以激光作为热源的能量利用率小于10%,对于铝和铜合金等高反射率材料,激光能量利用率甚至不足2%。图6进一步展示了WAAM技术相比以激光和电子束为热源的优势,WAAM技术的设备成本更低,同时相对开放的设备给在线监控、缺陷监测、无损检测和减材加工等附加装置与系统加入提供了充足的空间,更易于实现自动化控制。
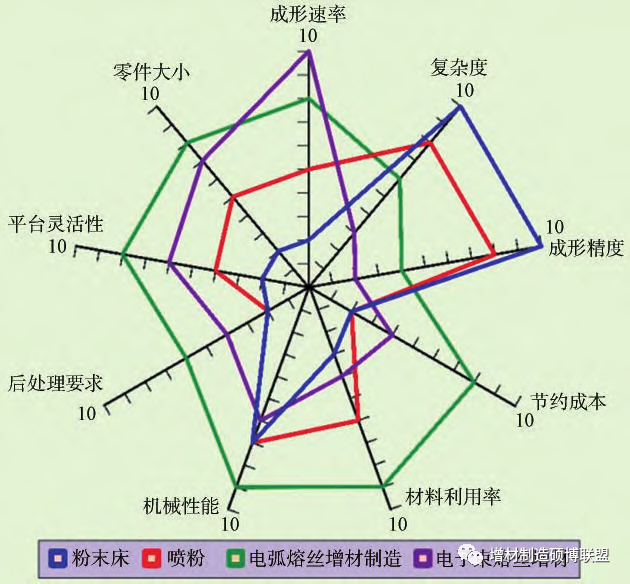
WAAM技术的优缺点雷达图
WAAM技术以金属丝材为原料,在原材料制造、存储以及成本方面相比粉末有着明显的优势。WAAM使用的丝材,钢的成本为20~150元/kg,钛合金为900~2000元/kg;而采用粉末原料时,同样的材料成本为600~1000元/kg和2600~7000元/kg。原材料和设备成本的巨大差异,使得熔丝增材制造的成本不足粉末床的1/10。WAAM制造生产钛组分构件比传统工艺便宜7%~69%。相比粉末原材料,丝材的制备和保存更容易,不易引起污染,不用考虑粉末粒径和大小分布,对操作人员更安全。金属丝材在被电弧熔化全部进入熔池,除了后续的切削加工,材料利用率几乎为100%。
WAAM技术沉积效率最高可达10kg/h,钢和铝的沉积效率一般保持在1~4kg/h,沉积速度过高会增大切削加工余量,增加成本和制造周期。对于复杂航空发动机零件,传统制造方式的BTF值(不可持续购买/飞行比)超过30,使用电弧增材制造相同零件时,铝合金和钛合金的沉积效率控制在1kg/h,钢的沉积效率为3kg/h时,可以保持BTF<1.5,同时最大程度节约成本。
在性能方面,Banfeld等人采用WAAM技术制备的Ti6Al4V展示了良好的高周疲劳性能,相比退火态提升了一个数量级,相比PBF技术成形件致密度几乎为100%,气孔与夹杂缺陷更少。WAAM成形过程中因无需防护和避免氧化的装置,成形尺寸不受空间限制。

